

裝盒機技術
新聞資訊
目前本公司生產的包裝設備是由我公司自主設計、生產、安裝、調試的新一代紙 盒自動包裝機,與同類型相比,技術領先,其造型大方,結構緊密,性能可靠。對各種類型的紙盒都可應用,可針對各種特殊紙盒量身定做。具有速度快,粘盒結實等優點。
本機是集開盒、裝料、折盒、封盒為一體的包裝機,適用于多品種,多規格的紙盒包裝,由PLC微電腦控制,自動報警,故障提示.采用人機界面控制,操作簡單,維護方便等特點.封盒系統具有自動折盒、封盒等功能,無須人手, 一次性快速完成。粘盒程序及成品合格率高等優點,深受廣大用戶歡迎。
整機架及接觸物料的部件全部采用優質不銹鋼和鋁材,表面進行了拋光處理,外形美觀大方,不污染環境。
如需了解我司的更多裝盒機機型及其裝盒機案例,請點擊訪問【裝盒機機型】及【裝盒機案例】
裝盒機適用于各種藥品的包裝、食品的包裝、化妝品的包裝及相關行業的小型器皿的包裝,使用范圍廣泛,同時根據用戶的不同使用要求,可定期更換產品,裝配及調試簡便,即適用于大批量單一品種的生產,同時又可以滿足用戶小批量多品種的生產。
由于包裝盒的好壞直接影響到最后的包裝質量,因此,本機對包裝盒的質量有較高的要求。一般紙盒用紙250g/m2-350g/m2進口白板制成,同時對包裝盒的制作工藝有一定的要求。
對本機說明書用紙的要求為:40g/m2-70g/m2紙,要求剪裁平整潔凈,無紙毛,無卷邊、荷葉邊、砂粒、硬質塊及在不加力作用下的分層現象。
請仔細檢查機器是否保持正常情況和完善狀態,同時根據《裝箱清單》清檢機器的各部件是否完善,如發現有任何部件缺損,請速與我公司取得聯系。
機器用木箱固定運輸,機器四個螺絲腳處加木方固定,防止機器滑動。
機器必須安裝在較為平坦的地面,當機器安裝完畢后,應用水平儀檢查整機是否水平。如不平,可通過機器的四個腳進行調整。
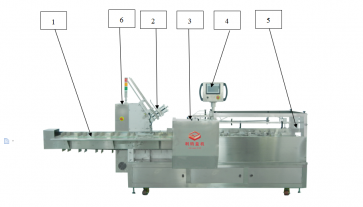
機架和機板有足夠的強度和剛度,機架內部裝有本機的主驅動電機。機板上裝有各部分傳動系統,中間板由若干傳動軸、支撐軸及調節軸支持,懸置在機器中央,可前后移動。這樣可以按不同規格紙盒的要求進行調節。走盒鏈條、走產品同步帶在分割器的控制下作間歇運動,走盒鏈條的鏈板間距可以根據紙盒寬進行調節
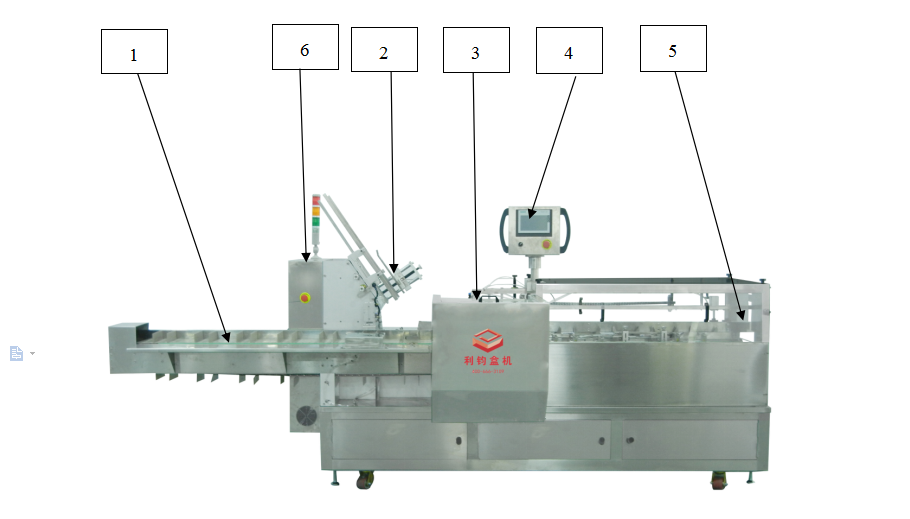
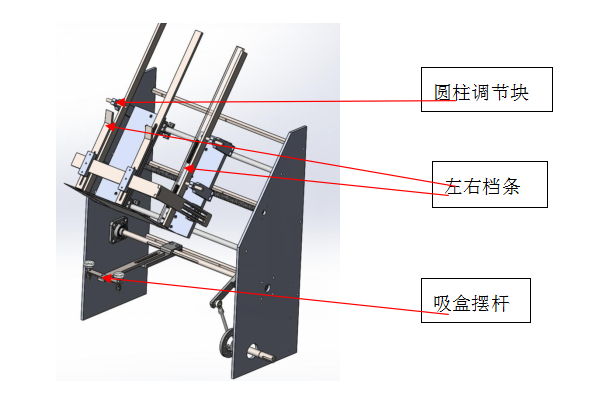
本部分由紙盒架和吸盒機構兩部分組成。
用來存放紙盒,它的上檔條安裝在中間板上。由于中間板可以通過圓柱調節塊調節移動,紙盒的左右檔條均由通孔連接,可左右移動,因此,可以根據紙盒的不同規格進行調節。
當產品經過同步帶被檢測開關檢測到后,吸盤在真空的作用下將盒在特定的時間內吸下來放置在鏈條上。這時準備推料。整個吸盒機構由一套曲柄擺桿控制,因此時間分配可以按要求調整。
物料輸送帶用于放置產品的位置,該輸送帶可根據產品的大小,松開兩個螺絲交叉移動,就可以對推料格進行調節。另推料格兩邊有檔板,防止產品放歪。該輸送帶可以用人手放置,也可以用機器放置。
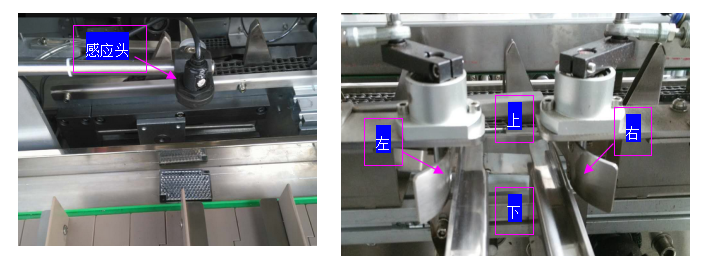
當感應到輸料輸送帶上有產品過來,機器會自動吸盒,推 料,如果沒有產品過來,機器則不會吸盒,如果有產品輸送過來,機器沒有紙盒,則會停機,起到保護的作用。紙盒開盒后,通過紙盒傳送機構鏈條將紙盒送到推料 口處,將有(上、下、左、右)四處檔板將盒子撐開,讓產品順利推入紙盒內,如果出現產品推不進去的情況,機器則會自動停機,起到保護機器及產品的作用。
當產品裝入紙盒內,機器自動進行兩邊折耳及折頁及插頁動作。此圖片的位置是調節機器長/寬/高的具體部位。

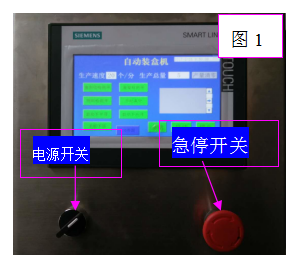
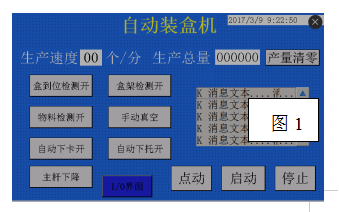
1、首先接好電源線,打開控制板面的電源開關,扭開急停開關。(如圖1)
2、接通氣源,氣壓調節在 0.6-0.8kg/cm2
3、根據包裝盒子的尺寸,在機器上調節各部件的大小,具體如下面的結構圖,各部位調節完畢后試運行。
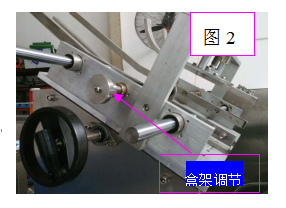
A、盒座的調節。(如圖2)
將我們要調節的紙盒放到盒座上,然后把盒座的各個導向調節到靠近盒子的各個邊。使盒子放穩,不跌落便可。
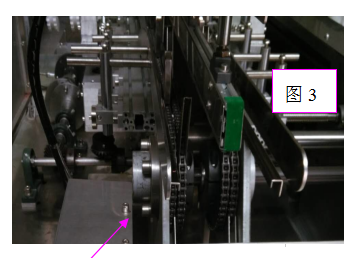
B、紙盒的長度調節。(如圖3)
將折好的紙盒放在出盒的輸送帶。然后調節機器后面的輪,使輸送帶兩邊的寬度與盒子的長度接觸便可。
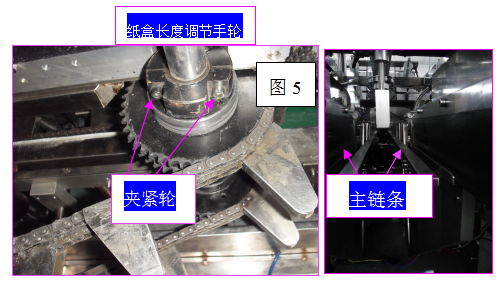
C、紙盒的寬度調節。(如圖5)
先松開主鏈條外面的兩個鏈輪螺絲。然后放一個紙盒在鏈條的中間,把鏈條的寬度調到與盒子的寬度一樣。然后把后面的鏈輪螺絲鎖緊。
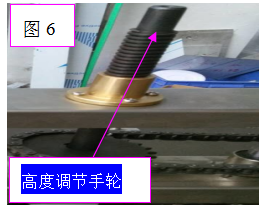
D、紙盒的高度調節。(如圖6)
將上壓導軌的前后兩個緊固定螺絲先松開,然后轉動上面的手輪使上導軌與紙盒的上面與導軌接觸便可。然后將固定螺絲鎖緊。
E、放料格大小調節(如圖7)
擰開固定軸承螺絲,將產品放于推料板格內,左右推移擋板,直到調到合適尺寸,再鎖緊螺絲。
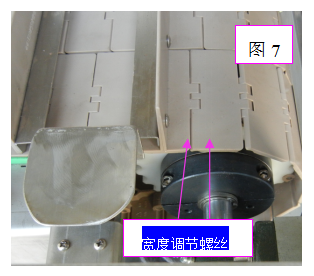
(注:此處面板有幾個螺絲孔,調機時注意不要擰錯螺絲。調側面的螺絲)
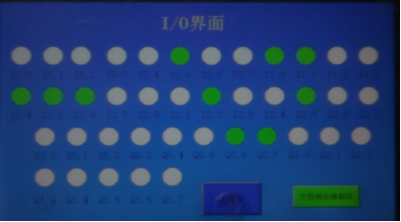
點擊【點擊進入】按鈕進入主控畫面。
當機械方面出現故障時,應立即停機,以免使主傳動系統及機器各部分零件受不必要的損壞,然后按照箭頭所指的方向調節位于機器前面的轉動輪,以便盡力找出毛病和故障所在。為了避免機器元件受到損壞,在任何情況下都不應用力轉動手輪,本機機械部分發生故障的原因大多屬于調節不當。下面介紹一下本機的幾種常見故障,原因及排除方法。
| 序 號 | 故 障 | 故障原因 | 排除方法 |
|
1 |
主輸送帶不走 | 傳動機構損壞 | 更換損壞部件 |
| 壓縮空氣氣壓過低 | 檢查氣路 | ||
| 機器未復位 | 在控制板面 | ||
| 電機過載保護 | 關掉電原重起 | ||
| 送料開關打開,但沒物料 | 放上物料就可運行 | ||
|
2 |
開盒不順暢 | 主電機停位不準 | 調整光電位置 |
| 吸嘴上升不到位 | 把盒子位置相對調低 | ||
| 真空壓力過低 | 檢查真空氣路 | ||
| 盒座沒調好 | 按照調試說明進行調試 | ||
| 紙盒壓痕不夠深 | 要求紙盒廠家壓深 | ||
| 3 | 走盒不順暢 | 導板沒調好 | 按照調試說明進行調試 |
通過擦拭、清掃、潤滑、調整等一般方法對設備進行護理,以維持和保護設備的性能和技術狀況,稱為設備維護保養。設備維護保養的要求主要有四項:
設備的日常維護保養,一般有日保養,周保養,月保養
日保養由設備操作工人當班進行,認真做到班前、班中注意和班后。
周保養由設備操作工人在每周末進行。
月保養由設備維修工人每月進行;
一級保養是以操作工人為主,維修工人協助,按計劃對設備局部拆卸和檢查,清洗規定的部位,疏通油路、管道,調整設備各部位的配合間隙,緊固設備的各個部位。一級保養所用時間為4-8h,主要目的是減少設備磨損,消除隱患、延長設備使用壽命,為完成到下次一保期間的生產任務在設備方面提供保障。
二級保養是以維修工人為主,操作工人參加來完成。二級保養列入設備的檢修計劃,對設備進行部分解體檢查和修理,更換或修復磨損件,清洗、換油、檢查修理電氣部分,使設備的技術狀況全面達到規定設備完好標準的要求。
| I0.0 | 原點接近 | Q0.0 | |
| I0.1 | Q0.1 | 中間壓桿 | |
| I0.2 | Q0.2 | 開口電磁閥 | |
| I0.3 | 急停1 | Q0.3 | 打耳電磁閥 |
| I0.4 | 吸紙氣缸到位 | Q0.4 | 上吸盒真空 |
| I0.5 | 吸紙氣缸復位 | Q0.5 | 下吸盒真空 |
| I0.6 | 吸紙真空開關 | Q0.6 | 料開門電磁閥 |
| I0.7 | 下托氣缸到位 | Q0.7 | 推邊電磁閥 |
| I1.0 | 下托氣缸復位 | Q1.0 | 下紙氣缸電磁閥 |
| I1.2 | 推托氣缸到位 | Q1.1 | 吸紙氣缸電磁閥 |
| I1.1 | 推托氣缸復位 | Q1.2 | 吸紙真空電磁閥 |
| I1.3 | 吸托真空開關 | Q1.3 | 下托氣缸電磁閥 |
| I1.4 | 有紙光電 | Q1.4 | 推托氣缸電磁閥 |
| I1.5 | 有料對射 | Q1.5 | 吸托真空電磁閥 |
| I1.6 | 無盒報警光電 | Q1.6 | 報警燈 |
| I1.7 | 開盒到位光電 | Q1.7 | 啟動停止燈 |
| I2.0 | 推料保護接近 | ||
| I2.1 | |||
| I2.2 | 上吸盒接近 | ||
| I2.3 | 下吸盒接近 | ||
| I2.4 | 打耳接近 | ||
| I2.5 | 開口接近 | ||
| I2.6 | 上吸盒真空開關 | ||
| I2.7 | 下吸盒真空開關 |
上一篇:自動裝盒機原理圖片介紹